






{kind=link}
{kind=link}
{kind=link}


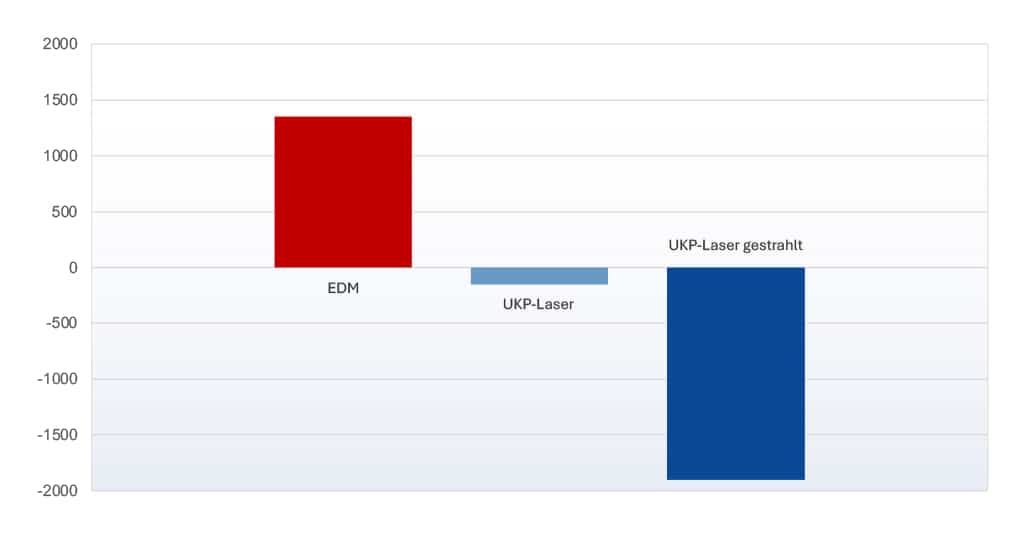
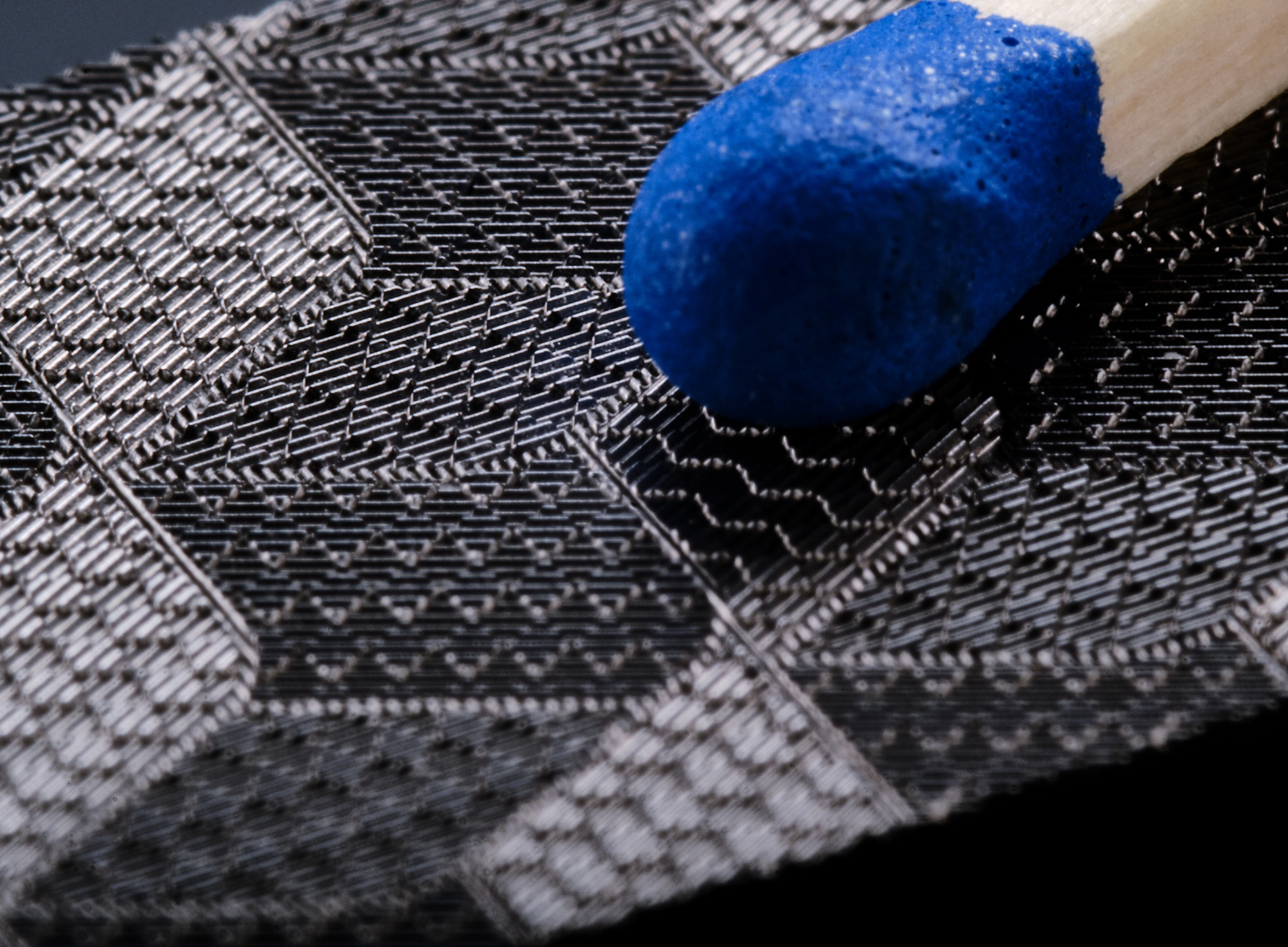
"Wahnsinns Oberfläche und super schnell geliefert. Eine echte Alternative zum EDM."


"Wir waren überrascht, dass HAILTEC uns Einpresszonen-Prägestempel mit so hoher Wiederholbarkeit."


"Durch die höhere Standzeit der Aktivelemente rechnet es sich auch größere Formeinsätze bei HAILTEC lasern zu lassen"




